Are you looking for a smarter way to move materials vertically in your facility? In industries where every square meter counts and operational efficiency drives profitability, vibration spiral elevators are emerging as a must-have solution. This advanced vertical material handling system uses vibrational technology to transport goods in a compact, spiral path, offering a blend of innovation and practicality. Whether you’re in manufacturing, logistics, or processing, this article will guide you through what vibration spiral elevators are, their standout benefits, practical uses, and the trends shaping their role in modern industry.
What Are Vibration Spiral Elevators?
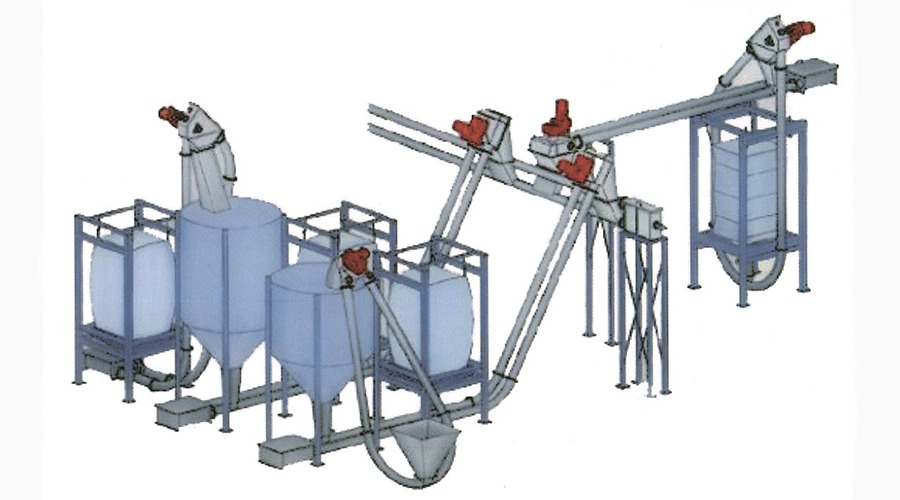
At their core, vibration spiral elevators are industrial conveying systems designed to lift or lower materials using a spiral trough powered by vibration. Unlike conventional elevators or conveyor belts, they don’t rely on mechanical components like buckets or chains. Instead, they use controlled oscillations to gently guide materials—think powders, pellets, or small parts—up or down in a continuous flow.
How Do They Work?
Imagine a spiral staircase where materials glide upward without ever needing to step. Here’s the basic process:
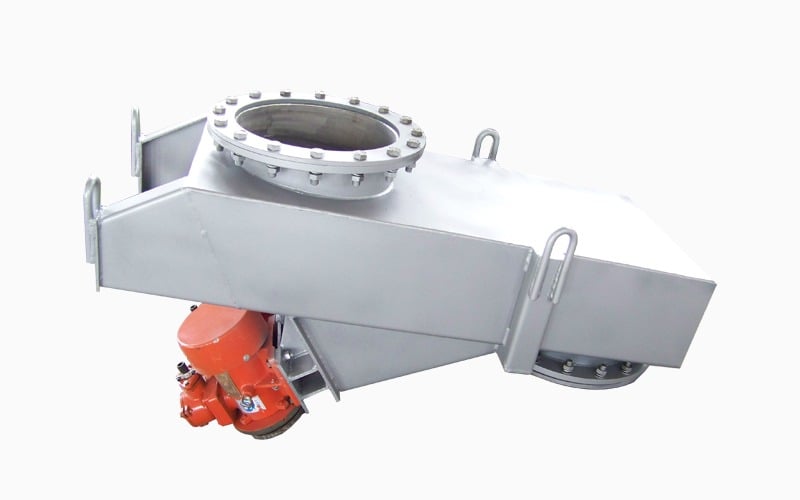
Vibration Generation: Dual motors create synchronized vibrations that propel materials along the spiral path.
Helical Design: The trough’s coiled structure ensures vertical movement within a minimal footprint.
Customizable Flow: Adjust vibration intensity to match the material’s properties, from fine dust to heavier granules.
This simplicity reduces wear and tear, making it a low-maintenance option for automated material transport.
Key Advantages of Vibration Spiral Elevators
Why are businesses worldwide turning to this technology? Here are the top reasons:
Compact Footprint: Their vertical spiral layout saves up to 70% more space than traditional inclined conveyors, perfect for tight production areas.
Product Protection: The gentle vibrational motion minimizes breakage or degradation, ideal for delicate items like snacks or pharmaceutical ingredients.
Cost Efficiency: Lower energy use and fewer moving parts translate to reduced operating and maintenance expenses.
Flexibility: From cooling materials during transport to handling sticky or abrasive substances, these systems adapt to diverse needs.
Quiet Performance: Unlike noisy mechanical systems, they operate smoothly, enhancing workplace comfort.
These features position vibration spiral elevators as a reliable material handling solution for companies aiming to streamline operations.
Where Are They Used? Practical Applications
Vibration spiral elevators shine across industries due to their versatility. Here’s how they’re applied:
Food and Beverage: Elevating nuts, seeds, or coffee beans while maintaining flavor and texture. Their sanitary design simplifies cleaning, meeting FDA standards.
Logistics and Warehousing: Moving small packages or components between floors, optimizing multi-level storage systems.
Mining and Aggregates: Transporting fine sand or gravel with minimal dust generation, thanks to enclosed trough options.
Plastics Manufacturing: Handling resin pellets or recycled materials efficiently during production cycles.
These use cases show how vibration spiral elevators act as versatile industrial elevators, solving unique challenges in material flow.
Industry Trends Shaping Vibration Spiral Elevators
The material handling sector is evolving, and vibration spiral elevators are keeping pace. Here’s what’s driving their future:
Smart Technology: Integration with IoT platforms allows remote monitoring of vibration patterns and predictive alerts for maintenance, boosting uptime.
Eco-Friendly Design: Energy-efficient motors and recyclable materials align with global sustainability goals, reducing environmental impact.
Customization Boom: Modular setups let businesses tweak height, trough size, and add-ons like heating elements, catering to niche applications.
Rise of Industry 4.0: Pairing with robotics and automated sorting systems enhances their role in fully connected factories.
These trends signal that vibration spiral elevators are not just keeping up—they’re leading the charge in next-generation conveying technology.
Real Impact: A Logistics Success Story
Picture a logistics hub facing bottlenecks with its old conveyor system. With packages piling up and space running out, they switched to a vibration spiral elevator. The results?
40% Faster Throughput: Vertical transport cut delays, speeding up order fulfillment.
25% Less Energy: The system’s efficiency slashed electricity bills.
Zero Downtime: Simplified mechanics meant no unexpected repairs in the first year.
This example underscores how vibration spiral elevators deliver practical industrial solutions with measurable outcomes.
Choosing the Right System for Your Needs
Ready to invest? Here’s what to consider:
Material Type: Match the trough surface and vibration settings to your goods—sticky, fragile, or heavy.
Capacity Goals: Assess hourly throughput to size the elevator correctly.
Environmental Factors: Need dust control or temperature regulation? Look for specialized features.
Budget and ROI: Balance upfront costs with long-term savings in energy and maintenance.
A trusted supplier can help tailor a custom vibration elevator that fits your operation like a glove.
Conclusion: Elevate Your Business Today
Vibration spiral elevators are more than just equipment—they’re a strategic upgrade for any business handling materials vertically. Their space-saving design, operational efficiency, and adaptability make them a standout choice in today’s competitive landscape. As smart technology and sustainability reshape industry norms, these systems are poised to deliver even greater value.
Want to see how a vibration spiral elevator can transform your workflow? Reach out to our team for expert advice or a personalized quote. Let’s lift your operations to new heights!