Need a mixer that handles different materials without fuss? V shape mixers are built for versatility, blending powders and granules with ease. They’re a solid choice for B2B in chemicals or food processing. Let’s see how they perform and what’s new in the field.
How They Deliver
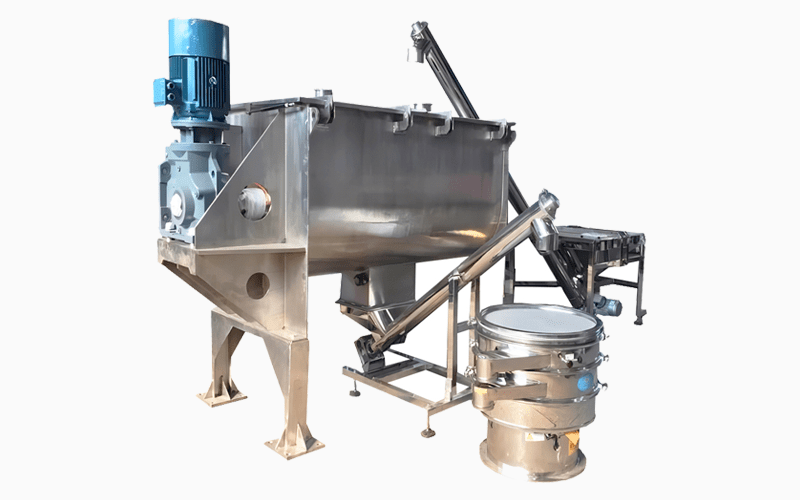
A V shape mixer tumbles contents in a V vessel, creating a natural mixing action. The rotation folds materials repeatedly for homogeneity. Load, mix, discharge—straightforward.
This method works well for free-flowing or slightly cohesive powders.
Key Strengths
Strengths include:
Broad Compatibility: Mixes fine powders to granules.
Fast Cycles: Short blending times boost throughput.
Uniform Output: Reliable results batch after batch.
Compact: Saves floor space.
Low Operating Cost: Energy-efficient and durable.
A chemical firm blending additives could achieve better dispersion, improving end-product performance.
Industry Applications
Applications cover:
Chemicals: Additive mixing.
Food: Dry mix preparation.
Pharma: Excipient blending.
Agriculture: Fertilizer compounding.
In agriculture, they create balanced nutrient mixes.
Buying Advice
Consider loading method, safety features, and control options.
Emerging Trends
Powder and granule blending is seeing smart controls and sustainable materials for greener operations.
V shape mixers provide versatile blending solutions. Contact manufacturers for tailored models.